053288983878
13506391056
13506391056


木工平刨床是专门用于木料手面加工的机械,是木材加工必不可少的基本设备。平刨床通过刨刀轴纵向旋转,对横向进给的木料进行铣削,来实现木材的平面加工。手工进给的单轴平刨床是常用类型,它完全敞开外露的刨刀轴,手工推压木料从高速运转的刀轴上方通过,是本机床最大的危险。常见伤害事故是刨刀切割手指,防止切割伤害的关键是解决刨刀轴的安全防护。
洪声木工机械平刨床的用途
能保证毛料的被加工面加工成平面;使被加工表面成为基准面;裁口。
木工机械平刨床分类及结构组成
木工平刨床根据核心最大刨削宽度,可以将平刨床分为轻型(200-400mm),中型(500-700mm)和重型(800-1000mm)三类。
平刨床的结构组成

洪声木工机械 平刨床 结构示意图
1-电动台 2-机身 3,6-工作台面 4-导尺 5-刀轴
7-工作台调整手柄 8-电钮 9-偏心轴架护罩
平刨床主要由机身、工作台、刀轴及驱动装置三大部分组成(如上图)
木工机械平刨床工作台调整和进给
工作台是木材刨削的操作平台,由前、后两块工作台板、导尺(也称靠山)、工作台板升降机构组成。
(1)工作台各部分的功能。工作台板前长后短,起导向作用,使刨削有稳定的平面基准;前矮后高,二者的高度差为刨削深度。台板采用铸铁结构,安装在刨刀轴两侧,露出刨刀轴全长,在靠近刀轴一侧镶有一块尖角的钢板,形成工作台与刀轴的开口,在钢板损坏时,便于维修和更换。这个部位称作唇口(也称刨口)。工作台面应平整、光滑,不得有凹坑凸起,防止木料通过时发生弹跳、侧倒而造成伤害。导尺横跨在两工作台之间,立贴在机身外侧,作为引导木料送给的侧面基准。升降装置可调整工作台板高度和刨削开口量。
(2)工作台升降机构常见的有偏心轴式和倾斜导轨式两种。升降机构必须能自锁或设有锁紧装置,防止受力后工作台位置自行变化而引起危险。
①偏心轴式升降机构。其结构和工作原理见图13-2,搬动手柄4通过四连杆机构6,便装设在机身3上的偏心轴5转动,驱使工作台在偏心距范围内移动,从而使工作台升降,同时调整与刀轴的间距。
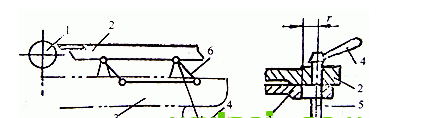
图13-2 偏心轴式升降机构
1-刀轴 2-工作台 3-机身 4-手柄 5-偏心轴 6-四连杆机构
②倾斜导轨式升降机构。其结构和工作原理见图13一3,转动手轮7通过丝杠5和螺母4,使工作台沿机身8上的楔形导轨3和6上升或下降。
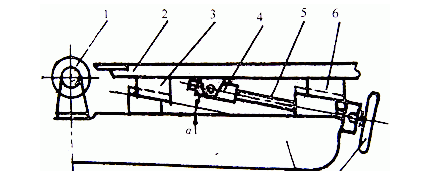
图13-3 偏心轴式升降机构
1-刀轴 2-工作台 3,6-楔形导轨 4-螺母 5-丝杠 7-手轮 8-机身
(3)两工作台板唇口间的水平距离称为工作台的开口量(见图13-4)。开口起断屑作用,开口量大小直接关系到安全。开口量大,刀轴外露区域大,手触碰刀具的可能性就大,伤害程度就厉害;反之刀轴外露小,安全性也就高。但开口量也不能过小,如果开口量过小,不仅增加刀轴与唇口接触的可能性,而且使机床的动力噪声急剧增加,尽而不利于安全。开口量与刀轴切削圆的大小、工作台升降机构的型式、采用的安全装置种类、工作台的位置以及切削深度都有密切的关系。最大切削深度为5mm平刨床的开口量须满足表13-2的要求。
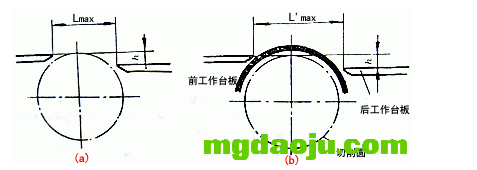
图13-4 最大开口量示意图
(a)无内护罩 (b)有内护罩
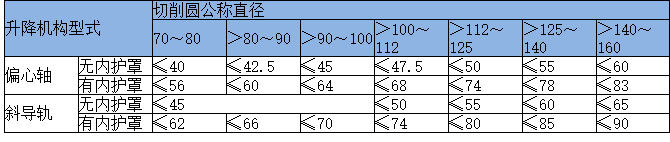
表13-2普通平刨床最大开口量Lmax许用值
注:内护罩是指唇口下方的一种遮盖刀轴的圆弧形防护罩(见图13-4b)。
刀轴及其驱动装置
刀轴是乎刨床的工作装置。刀轴有效长度与工作台面等宽,刨削工件的最大宽度取决于刀轴的有效长度,并以刀轴长度作为平刨床的基本参数。刀轴旋转切削工件的动力是由电动机通过皮带传动装置供给。刀轴是由刨刀体、主轴和刨刀片组成,装入刀片后的总成,称为刨刀轴或刀轴。刨刀体是用来安装刀片的金属本体,有棱柱形和圆柱形两种(见图13-5)。
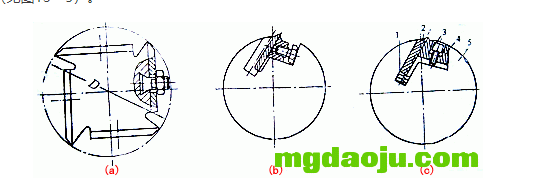
图13-5 刨刀轴类型
(a)方刀轴 (b)圆刀轴 (c)改进后的圆刀轴
1-弹簧 2-刀片 3-螺栓 4-压刀条 5-刨刀轴
(1)刨刀轴的种类与安全:
①方刀轴。在正方形的刨刀体上有四个槽孔,刀片用穿过刀片槽孔的螺栓固定在刨刀体的四个面上(见图13-5a)。这种刀轴的安全性很差,刨刀体的棱柱形本身就构成了不安全因素,当手误碰刀轴,会造成断指事故;而最大问题在于在刨削过程中一旦刀片松动,会造成飞刀事故。方刀轴仅限制在有防护装置的压刨床上使用。
②圆刀轴。在圆柱形的刨刀体上均匀开有几个梯形槽(见图13-5b),刀片装在槽内,并通过紧固螺栓顶住压刀条,产生对刀片挤压力来紧固刀片。为便于用扳手拧螺栓,在刨刀体上预留出装刀槽。刨刀体采用圆柱形比棱柱形无疑更安全,但长贯整个刀轴的装刀槽仍构成安全隐患,当手指意外触碰时,卡入装刀槽里,会造成严重切伤甚至断指伤害。
改进后的圆刀轴(见图13-5c)将压刀条截面制成梯形,内六角紧固螺栓嵌放在压刀条内。旋紧螺栓时,螺栓顶在装刀槽底部,使压刀条往外圆方向移动,楔卡在槽中,并用侧面将刀片挤住,压刀条外线与刀体外线基本处于同一圆周上,将装刀槽填平,仅在刀片附近留一出屑槽。如果手误触刀轴,虽然不可避免会伤及手指皮肉,但可避免断指事故,安全性比前两者好。
(2)刀片。刀片用来刨削木料。在通常的切削状态下,由于刀轴的高转速,使刀片受的离心力远远大于切削力。若刀片在径向伸出量过大,会引起切削力增大,万一手误触造成的伤害程度也大;若刀片伸出量不一致或崩牙损害,会使刀轴受旋转不平衡力作用且切削力不均匀,工件会因受不平衡切削力而侧倒,或因受周期性冲力而弹跳;若刀片过窄或紧固不牢,在强大离心力的作用下,刀片在径向会产生不对称的滑移,甚至造成刀片飞出伤人。
(3)刀轴、刀片及其装配的安全要求:
①平刨床使用刀袖的刨刀体应为圆柱形,手工操作的平刨床严禁使用方形和各种棱柱形刨刀体。组装后的刀槽应为半封闭形或封闭形(见图13-5b,c)。
②刨刀片的宽度大于30mm,重磨后的宽度不得小于原宽度的2/3。
③组装后的刨刀片径向伸出量应控制在1.lmm之内,刀片在刨刀体端截面上的径向伸出量允差不得大于0.05mm。
④组装后的刀轴须经强度试验。该试验要求切削含水率为15%的中等硬度木材,在送料速度为8~16m/min、切削深度为2~4mm、刀轴转速不低于4500r/min情况下,连续切削5min后,刀片不得有卷刃、崩刃或显著磨钝现象。
⑤组装后的刀轴须经离心试验。该试验启动次数为3次,每次稳速的试验时间为10min。每次启动分三挡升速法:第一挡为额定速度;第三档为试验转速即2倍的额定转速;第二档为二者的平均值。试验后压刀条相对于刀体的滑移量不得大于0.15mm,切削圆直径变化不大于0.3mm。
⑥刀轴的驱动装置所有外露旋转件都必须有牢固可靠的防护罩,并在罩上标出单向转动的明显标志。它还必须设有制动装置,在切断电源后,保证刀轴在下述规定的时间内停止转动:刨床宽度≥300mm的为10s;刨床宽度<300mm的为5s。此外,它还应设有刀轴定位的止动锁定机构,保障刀片装卸时的安全。
本文标签:
版权说明:如非注明,本站文章均为青岛金宏森机械有限公司原创,转载请注明出处和附带木工机械平刨床工作台调整示意图及注意事项本文链接。
 上一篇:木质新材料对木工机械发展的影响
下一篇:电锯分类
上一篇:木质新材料对木工机械发展的影响
下一篇:电锯分类