053288983878
13506391056
13506391056



拿到一台新的设备时,需要对封边机进行调试,让设备达到最好的封边效果。
导向板调节
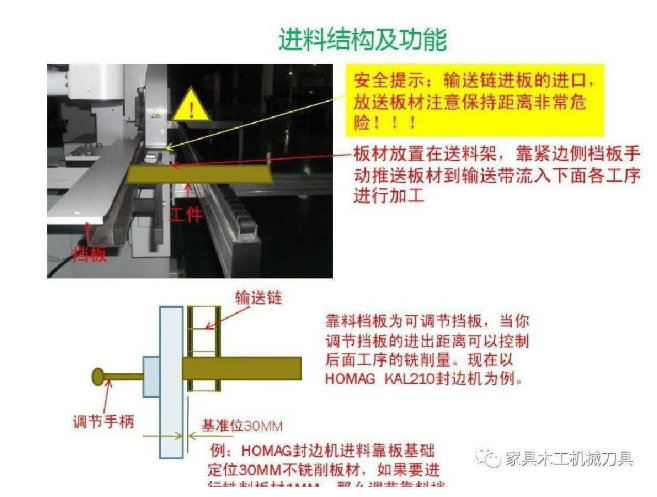
放置待封木板时要保证把木板的待封边面两端都贴紧导向板的工作面。若木板一部分进入输送带之后发现木板前端和后端没有同时和导向板贴紧,需要调整导向板。
调节方法:关闭电源,卸下导向板上的防护罩,通过调节螺钉,调节导向板工作面与输送带侧面的垂直距离。
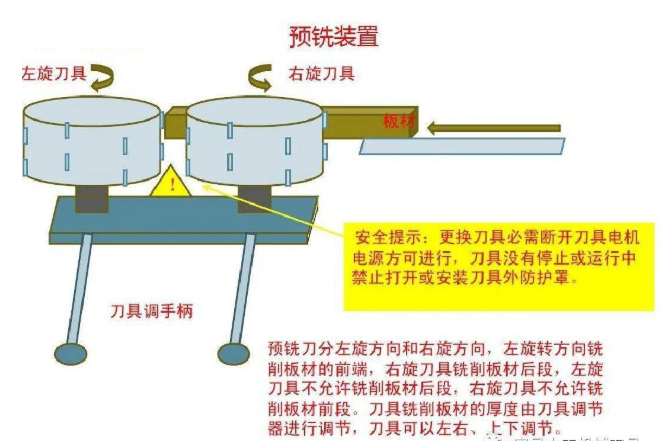
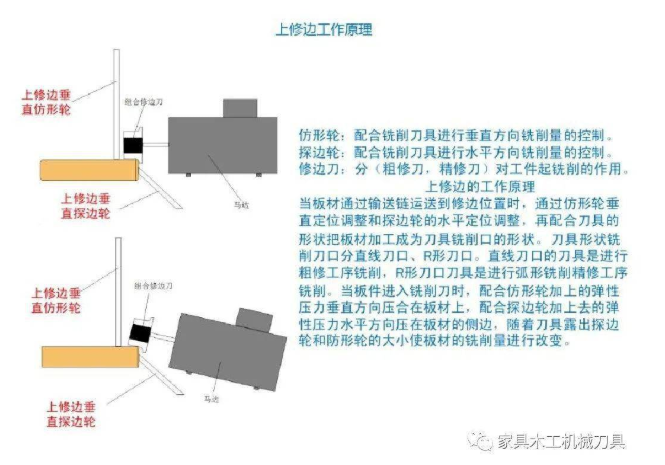
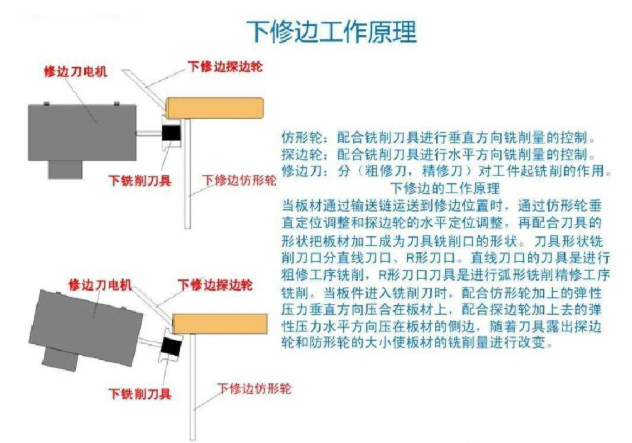
铣刀调节
铣削量的大小根据被加工表面的加工情况进行调节,一般情况下铣刀加工量不能大于1mm。
调节方法:当铣边不良时,可以通过升降调节手轮、调节丝杆、调节铣刀进行调节。
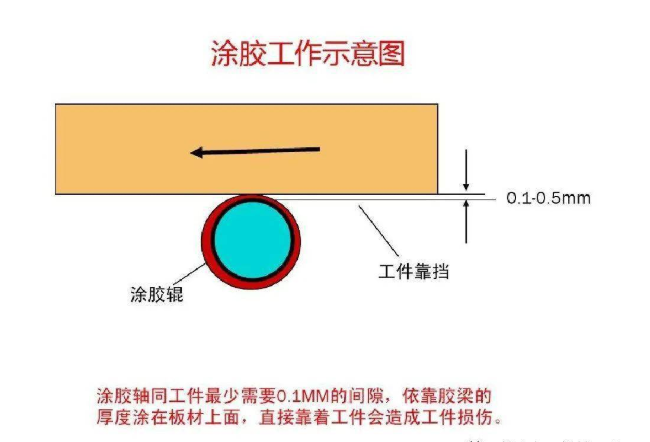
涂胶层薄厚调节
导向器工作面与待封边面的垂直距离过小,会导致涂胶层过薄;反之若距离太大,则涂胶辊 不能完全将胶水涂于木板上。
调节方法:通过螺钉调节导向器的工作面与木板待封边面的垂直距离。试封边后,如果撕掉封边带,发现涂胶层太薄,封边带粘性不强,则增大导向器与木板的间隙;如果涂胶层不均匀,则减小间隙。
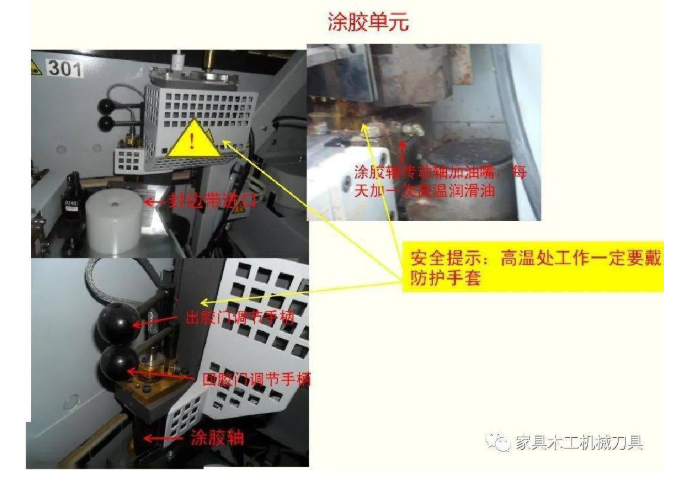
出胶量调节
当发现木板上表面或下表面没有胶水时,则要调整涂胶辊使涂胶辊与木板待封面垂直。
调节方法:通过控制胶门与涂胶辊的间隙可以达到调节出胶量的目的,使涂在木板上的胶水均匀一致。 间隙越大,出胶量越多;间隙越小,出胶量越少。
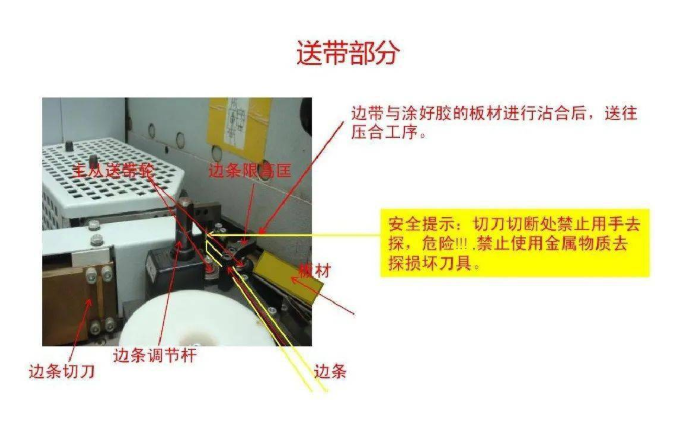
自动送带调节
在更换不同宽度、不同厚度的封边带时都必须对自动送带进行调节。
注意:在安装封边带、重新开机等情况下,在第一块木板封边之前要确保封边带前端通过送带轮且不超出截断刀,否则在第一块木板封边时会造成部分机构的损坏。
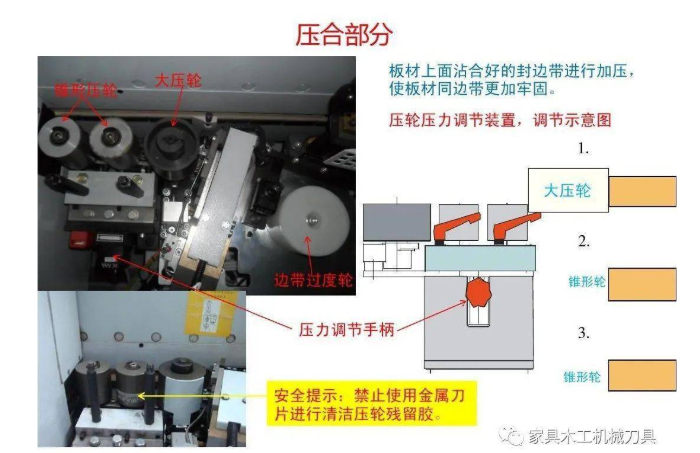
压贴调节
当更换不同厚度的封边带时,要调整压贴机构上的计数器。
调节方法:如果木板与封边带没有完全贴合,表示压轮没有与木板的待封边面没有垂直。在这种情况下,就要通过调节螺钉,多次尝试,仔细观察压轮与木板之间是否有缝隙。
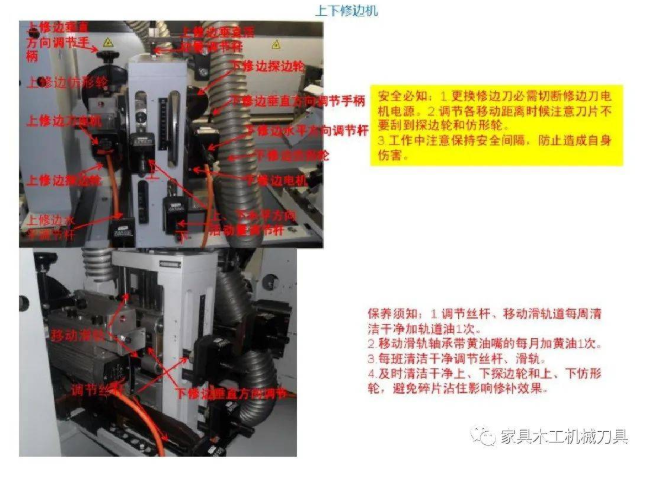
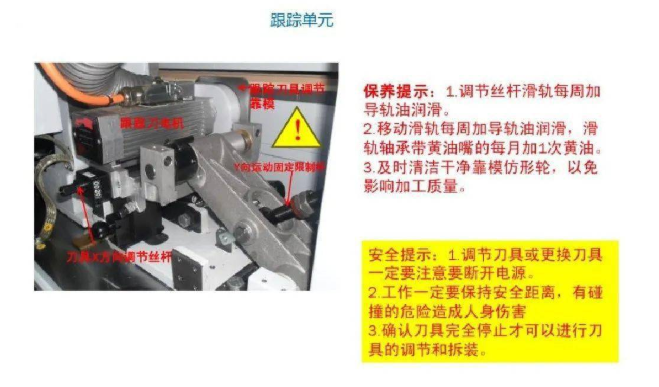
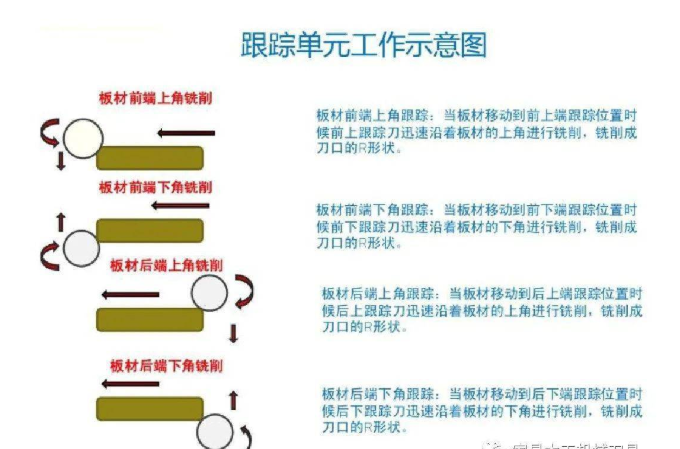
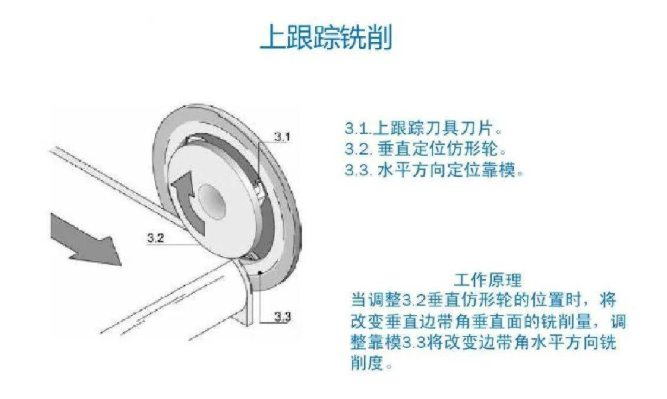
修边调节
修边刀有破损要及时更换,否则修边不平衡会让电机产生强烈的振动,造成多部件损坏。
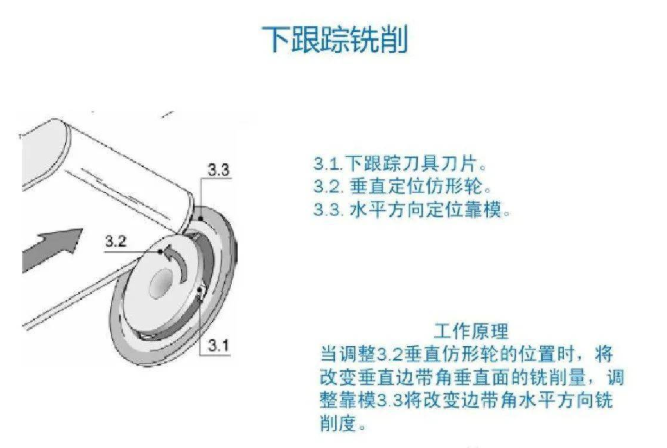
注意:安装新的修边刀时,要特别注意电机旋向和修边刀旋向的相对关系,如果修边刀安装反,容易导致修边刀破损。
一台设备也是需要养护和调试的,为了达到最好的封边效果,建议按照厂家的要求去操作,经常保养,尽量做到一机一人,避免多人共用一台设备。
本文标签:
版权说明:如非注明,本站文章均为青岛金宏森机械有限公司原创,转载请注明出处和附带封边机结构培训资料(二)本文链接。
 上一篇:封边机结构培训资料(一)
下一篇:木工刀具刃磨技术中的重点
上一篇:封边机结构培训资料(一)
下一篇:木工刀具刃磨技术中的重点