053288983878
13506391056
13506391056


锯片类:

一、锯 片:主要用于对加工件进行切割、断料、修边、开槽等的一种切削工具。是生产
运用最广泛的刀具之一。主要使用在推台锯、往复锯、电子开料锯、单片锯、多片锯等锯类设备。
二、刀具结构:基体+合金刀头。
三、材质说明:基体材质—75Cr1、SKS51、65Mn、50Mn
合金刀头材质—卢森堡森拉天时、德国威克、台湾合金、国产合金
四、品质保证:主要取决于基体材质、合金排号、加工工艺处理(基体热处理、应力处理、焊接技术、角度设计、刃磨精度及动平衡处理等)。
五、产品分类:
1、材质分类:金刚石锯片、硬质合金锯片、锋钢锯片(目前已淘汰) 目前95%木工加工均使用硬质合金锯片。
2、运用分类:板材锯(裁板锯、电子开料锯)、实木锯、铝合金锯、石材锯等。
3、加工用途:剖切锯、划线锯、开槽锯、修边锯等。
4、齿型分类:左右齿、梯平齿、左右左右平齿、锥型齿、异型齿等。
六、使用注意:
1、硬质合金锯片的合金头具有锋利且敏感的刃口,因此在锯片的移动、安装及拆卸过程中,必须小心保护合金头免受损伤,同时避免对人身造成伤害。
2、确保机器状态良好,主轴无变形、无振动,轴径公差为h7。并应严格遵照机械制造商的使用说明进行操作。
3、锯片安装前必须清除主轴及法兰盘上的杂物。
4、使用尽可能最大的法兰盘能使锯片的运转更加平稳,法兰盘大小为锯片直径的1/3(薄型锯片宜采用1/2D的法兰盘)锯切效果更佳(特别是薄型锯片),如果无法做到,建议注意以下几点:
·根据锯片图片所示的转速及进料速度工作
·锯片不能受到侧向压力阻止
机械要安装保护罩,防止各种碎片飞散对人体造成伤害。作业者必须佩带防护眼镜。
5、加工厚度不能超过锯片半径1/3,外露7-8个合金刀头适宜。

七、修磨要求:
及时修磨优点
1、及时修磨是非常重要的,因为刃口钝化的锯片在工作时,会阻力增大,易造成锯片抖动,增大电机负荷,对锯片和机器均会造成损伤。在刀具钝化的时候继续切削,每增加10%的切削量,会带来额外50%的刀具损伤,缩短锯片使用寿命。
2、必须经常性清除聚积在锯齿侧面的树脂、碎屑等杂物,避免影响切削质量、降低刀具使用寿命。
3、储存时,不可叠压及放在金属物上,最好放于原装纸盒内,以便防止周转损伤。
4、采用精密、稳定无震动的磨刃机,以及合适的金刚石砂轮,按照规定的操作程序来修磨合金头,将会延长锯片的使用寿命。
5、刃磨时注意严格按照锯片样本中原规格型号的几何设计来修磨。建议采用同时刃磨前角及后角的刃磨方式,以保证达到良好的使用效果及寿命。
有下列情况时,需及时修磨
1、锯切质量达不到加工要求时。
2、当机床的能耗明显增大时。
3、切削材料的边缘有明显爆口时 。
4、合金刃口磨损达到0.2mm时。
八、常见问题:
1、加工材料上口爆边原因:
a) 锯片规格型号选用不合理。
b) 机床有问题抖动较大(如轴承磨损)。
c) 推台与锯片不平行有二次切削现象。
d) 锯片钝化、粘胶严重。
e)锯片有飞齿、缺齿、跳动大等情况。
2、锯片糊料原因:
a) 加工时推料速度与加工厚度及转速不匹配,推料过慢或停顿。
b) 机床调节不合理,加工时有擦盘、单边切削现象。
c) 锯片粘胶较重。
d) 锯片钝化严重。
e) 加工件厚度过厚影响散热。
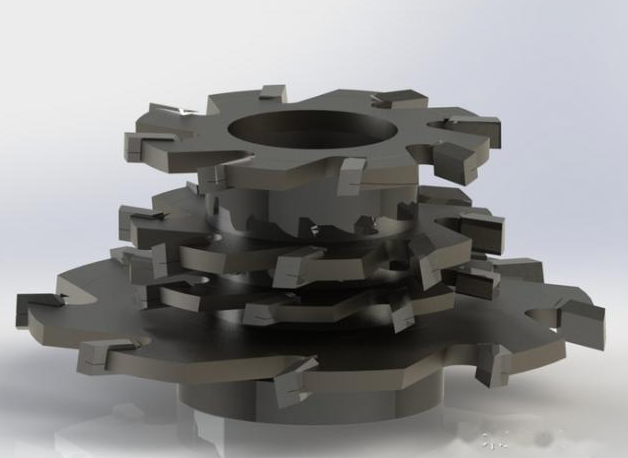
成型铣刀类
一、成型铣刀:主要是对加工件侧面修边造型的一种铣型工具,主要用于立轴铣、四面刨、
双端铣、及仿型铣类设备。
二、刀具结构:刀体+片式焊接合金头。
三、材质说明:刀体材质--45#工具钢、40Cr等
片式焊接合金头—卢森堡合金、台湾合金、国产合金
四、品质保证:刀体材质、合金材质、焊接及加工工艺(铣型设计、角度设计、刃磨精度及动平衡处理)。
五、产品分类:花线刀、平口刀、开槽刀、指接刀、门框刀、门板刀、墙板刀、地板刀等。
六、使用注意:
1、安装前清理干净刀具及机床机轴。
2、安装时注意刀具的切削方向与机床旋转方向一致。
3、组合刀根据加工需要及刀具情况添加合适的垫片。
4、孔与轴要求配合公差不超过0.02mm。
5、刀具安装夹紧后无松动。
6、注意安全保护盖好安全罩。
7、加工时进料匀速,根据不同的加工材料及切削量选择合适的加工速度。
8、刀具钝化后选择专业的刃磨。
七、修磨要求:
1、刃磨后:无钝口、无细小缺口。
2、保证修磨量一致。
3、刃磨后刀具保持原有角度不变。
4、选择高精度的刃磨设备,按规程操作。
八、常见问题:
1、加工件断面纹路大:
a)机床抖动大。
b)刀具安装不合理,如:安装不到位、端面有杂质等。
c)基准面不平。
d)送料用力不均匀。
e)刀具跳动公差过大。
2、加工件烧糊原因:
a)刀具粘胶较重。
b)推料速度过慢与吃刀量过大及机床转速不匹配。
c)刀具钝化严重。
d) 刀具选用不合理。
e) 刀具角度设计与加工材料不匹配。
3、组合刀常见问题-配合不紧密、有间隙原因(门框刀、墙板刀、地板刀、组合槽刀等):
a)刀具未调节好、垫片添加不合适或刀具选用不配套。
b)刀具安装不合理(中间有夹渣或未装到合适的位置)。
c)刀具设计加工尺寸与实际加工不一致。

镂铣刀类
一、镂铣刀:主要是对加工件侧面及表面铣型的一种铣型工具,主要用于地镂、吊镂及加工中心等设备。
二、刀具结构:刀柄+铣型头。
三、材质说明:刀柄材质--45#工具钢、40Cr。
铣型头合金材质—硬质合金刀片(卢森堡刀片、台湾刀片、国产刀片)。
四、品质保证:刀体材质、合金头焊接、刀头品质、同心度、动平衡、加工工艺处理(刀体处理、刀体角度设计、焊接温度、刃磨方式、刃磨精度)。
五、产品分类:常用直刀、修边刀、清底刀、圆角刀、圆底刀、花型刀等
六、使用注意:
1、根据不同的加工材料选用合适的刀具,常规情况下刀具均以顺时针旋转;
2、必须选择高精度夹套,若有磨损或其它情况导致不能达到配置要求需立即进行更换。
3、刀具夹紧时要注意避免夹渣且装夹深度要达到要求如1/2柄(12.7mm)夹紧深度应达到24mm,以保证其应有的承受能力。
4、根据刀具的尺寸加工量选择匹配的转速及推料速度,并保持匀速推进切勿在切削过程中停顿。
5、刀具钝化后及时更换,并选择专业的刃磨。
6、操作加工时,使用者注意安全防护。
七、修磨要求:
a) 刃磨后无缺口、细小缺口
b) 保持刀具原有角度
c)保证刀具刃磨量一致(不能出现合金大小头及锥形)
八、常见问题:
1、断面纹中大原因:
a) 机床抖动大、基准面不平。
b) 模板不平。
c)刀具安装不合理。
d)刀具同心度、动平衡差。
2、刀具出现缺损原因:
a) 在使用时夹具不牢出现打滑现象。
b) 机床抖动较大加工时出现弹料现象。
c) 在加工时刀具受到不合理撞击。
d) 刀具较钝后继续使用。
e) 刀具使用时超过其设计承受能力(如:刀具规格小,但加工时推料过快)。

钻头类
一、钻头:主要是对加工件进行钻孔、取孔的一种加工工具,主要用于台钻、排钻、取孔钻
等设备。
二、刀具结构:刀柄+取孔头。
三、材质说明:刀柄材质--45#特殊工具钢(40Cr)
合金材质—硬质合金刀片(HC10、HC20)
四、品质保证:刀体材质、合金头焊接、刀头品质、同心度、动平衡、加工工艺处理(钻体排屑设计、刃磨方式、刃磨精度)
五、产品分类:排钻、四刃中心钻、取孔钻、台阶钻、通孔钻、异型钻等
六、使用注意:
1、钻头安装在钻夹套上时要清理干净不能有杂物、偏心现象。
2、各钻头调节高度一致。
3、钻套安装到机床上时要安装到位,注意旋向(分为:正钻、反钻)。
4、及时更换磨损较大的钻套。
5、注意调节钻头给进速度及对板材的压紧力。
6、钝化后注意及时更换。
七、常见问题:
1、出现爆口原因:
a) 给进速度过快。
b) 钻套有松动。
c) 钻头钝化或有缺。
d) 钻头偏心。
e)加工时板材有移动。
2、出现断刃弯曲原因(刀柄未进行热处理φ6以下):
a) 给进速度过快造成排屑不畅。
b) 钻头摆动过大。
c) 钝化后继续使用。
d) 加工时钻在硬物或杂质上。
本文标签:
版权说明:如非注明,本站文章均为青岛金宏森机械有限公司原创,转载请注明出处和附带常用木工刀具安装使用技术知识,含锯片内容本文链接。
 上一篇:精密裁板锯降噪途径的探讨
下一篇:铣削加工中心刀具的选用分析
上一篇:精密裁板锯降噪途径的探讨
下一篇:铣削加工中心刀具的选用分析